by Graham Fry | Mar 1, 2017 | Job Knowledge
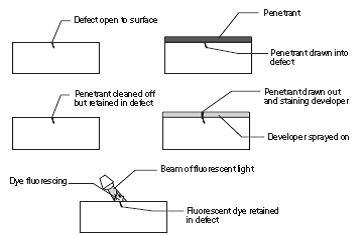
Non-destructive Examination (NDE) Part 1 Liquid Penetrant and Magnetic Particle Inspection In achieving high quality defect free welds there is no substitute for experienced and qualified welders and competent supervision. However, no matter how skilled the welder,...

by Graham Fry | Jan 1, 2017 | Job Knowledge, Welding
Distortion – Types and causes This article covers several key issues on distortion in arc welded fabrications, especially basic types of and factors affecting the degree of distortion. What causes distortion? Because welding involves highly localised heating of...

by Graham Fry | Jul 1, 2016 | Job Knowledge
Notched bar or impact testing – Part 1 Before looking at impact testing let us first define what is meant by ‘toughness’ since the impact test is only one method by which this material property is measured. Toughness is, broadly, a measure of the amount of...

by Graham Fry | May 1, 2016 | Job Knowledge
Mechanical testing – Tensile testing, Part 1 Mechanical testing is carried out to produce data that may be used for design purposes or as part of a material joining procedure or operator acceptance scheme. The most important function may be that of providing...
by Graham Fry | Jan 1, 2016 | Job Knowledge
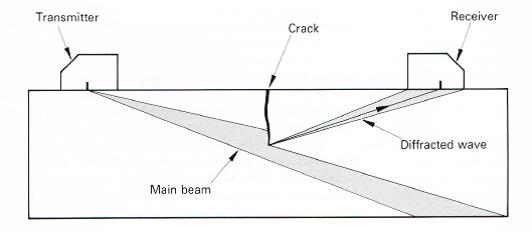
Part 2 dealt with the manual scanning method of ultrasonic examination stating that accurate determination of weld flaw size and position – to within ±2mm – was difficult, if not impossible, in most circumstances. Methods developed now enable flaw sizes...
by Graham Fry | Jan 1, 2016 | Job Knowledge
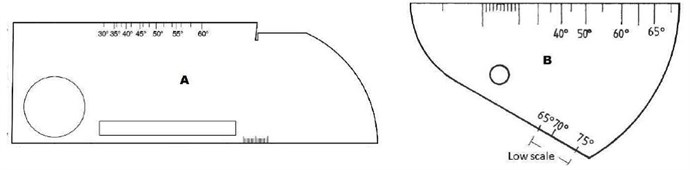
The previous article explained the basic principles of ultrasonic examination. As to determine accurately the size and position of a feature it is necessary, with any measuring equipment, to calibrate the ultrasonic examination system. The type of calibration blocks...