The shielding gases used for stainless steels differ from those used in GMA welding of unalloyed steels since they contain much less active gases, such as oxygen and carbon dioxide. This is necessary to prevent excessive oxidation of the passive layer responsible for the corrosion resistant properties of these metals. It is important to remember that the oxidation properties of oxygen are much greater than those of CO2. However, welding in an inert atmosphere, for example, with argon, is not recommended either since the arc is unstable penetration is significantly decreased and bead shape is poor.
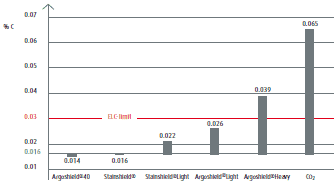
The carbon content of the weld metal is a key factor in ensuring resistance to intergranular corrosion. In stainless steels with particularly low carbon contents, referred to as ELC steels, the carbon content of the weld metal should not exceed 0.03%. To prevent unacceptably high carbon pickup from the shielding gas, the CO2 content of the above-mentioned products should be limited to a maximum of 2.5%. If welding is performed correctly, this prevents sensitisation to intergranular corrosion. The graph on the right illustrates the tendency of various shielding gases to cause the carburisation or decarburisation of the weld metal.
These guidelines apply if a solid wire or a metal-cored wire is used as filler metal. However, if a slag-forming flux-cored wire is used, the shielding gas recommended by the manufacturer should be used. An Argon/Carbon Dioxide shielding gas is usually recommended for these wires, e.g. Argoshield® 52, since the slag that forms prevents oxidation or carbon pickup.
Carbon pick-up and loss with different shielding gases
Carbon content of the wire electrode: 0.016 %
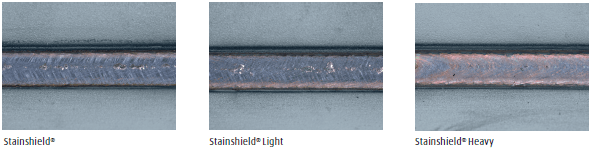
Impact of gases on surface oxidation
GMA fillet welds on stainless steel 304, sheet thickness 8mm, mechanised welding
The following table shows the weld cost calculation comparing Stainshield to Stainshield Heavy.
These evaluations are imperative to make the correct selection of the optimum shielding gas for your application.
Welding Gas Trial. Time/Cost Study
| General Data | ||||||||||
| 1 | Type of seam | Fillet | 7A | Labour costs | $65.00 /hr | |||||
| 2 | Welding position | PB | 7B | Labour costs | $1.08 / min | |||||
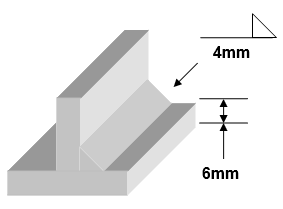
| 3 | Plate thickness | 6 mm | 8 | Wire costs | $18.00 k/g | |||||
| 4 | Throat/Leg Length | 4 mm | 9 | Gas 1 Stainshield | $8.00/ m3 | |||||
| Material Length 1 M | 10 | Gas 2 Stainshield Heavy | $22.00/ m3 | |||||||
| 5 | Wire diameter mm | 0.8 | 1.0 | 1.2 | 1.6 | |||||
| 6 | Wire spec. | Steel | 3.95 | 6.2 | 8.9 | 15.8 | ||||
| Weight g/m | Alu. | 1.36 | 2.12 | 3.05 | 5.43 | |||||
| Pre-set and measured parameters | Gas 1 | Gas 2 | ||||||||
| 11 | Voltage / Current | 148 A/14.3 V | 150 A/ 15.8 V | |||||||
| 12 | Wire feed speed | 5 m/min | 5 m/min | |||||||
| 13 | Gas flow rate | 15 l/min | 18 l/min | |||||||
| 14 | Type of wire electrode | Solid | Solid | |||||||
| 15 | Wire diameter | 1.2mm | 1.2mm | |||||||
| 16 | Arc on time th | 4.16 min | 3.48 min | |||||||
| 17 | Process related costs t h process (Cleaning time) | na | na | |||||||
| Consumables | ||||||||||
| 18 | Wire electrode (12x16x6) | 185.12 | 154.86 | |||||||
| 19 | Shielding gas (13×16) | 62.4 ltrs | 62.64 ltrs | |||||||
| Costs | ||||||||||
| 20 | Labour costs (th) (7Bx16) | $ 4.49 | $ 3.76 | |||||||
| 21 | Labour costs (th) 7Bx17) | na | na | |||||||
| 22 | Wire electrode costs (18×8/1000) | $ 3.33 | $ 2.79 | |||||||
| 23 | Gas costs (9 or 10×19/1000) | $ 0.50
|
$ 1.37 | |||||||
| Total to weld 1000mm component | $ 8.32 c | $ 7.92 c | ||||||||