The collective term ‘structural steel’ refers to unalloyed and low-alloyed steels, fine-grained structural steels that are suitable for welding mild steel. The choice of the most suitable shielding gas depends mainly on the type of filler metal, the material thickness and surface condition of the base metals, the degree of mechanisation, working position, arc type and the requirements of the welded joint.
GMA welding with solid-wire electrodes and gas mixtures, consisting of Argon, CO2 and O2, such as Argoshield® Universal, is by far the most common method for joining structural steels. Owing to their unbeatable advantages in terms of quality and economy, gas mixtures are now much more widely used than pure CO2. Thus, the general rule of thumb applies to how much active gas, CO2 or O2, should be used: as little as possible and as much as necessary. Due to the increasing degree of mechanisation and the greater use of pulse techniques, mixed gases with a reduced CO2 or O2 content are becoming increasingly popular.
However, a lower level of active gases results in lower heat input, which can jeopardise fusion penetration and welding performance. In this respect, helium ad mixtures have proven effective in many applications.
A Helium content of 20–40% can improve heat transfer from the arc to the component, however, without the known disadvantages of the oxidising components. The increased efficiency of Argoshield® 100 gas can be used either for achieving higher welding speeds or for improving quality, such as better gap bridging or for reducing the risk of lack of fusion.
The shielding gas for metal-cored wires is selected according to the same criteria as those for solid-wire electrodes. These cored wires are flexible with regard to special alloying components and are characterised by a generally soft arc. Thanks to the powder filling, the power required for melting is lower than at comparable melt-down rates with solid-wire electrodes; this can also lead to a lower heat input.
Slag-forming flux-cored wires offer advantages for certain tasks. For example, when welding out of position, a quickly solidifying slag can act as a backing. By carefully defining the filling composition, the chemical and metallurgical reactions in the weld pool can be affected. As a rule, Argoshield® 52 or CO2 is used; lower levels of CO2 are not recommended since penetration can become critical.
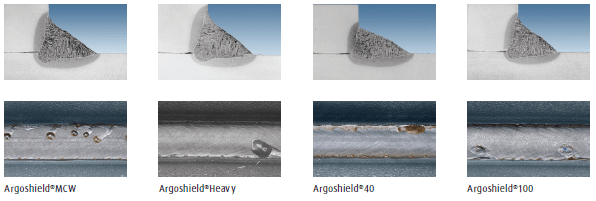
Influence of gas components on penetration and bead surface: as an example, a fillet weld on a T-joint, steel thickness 10 mm
Fully mechanised GMA–robot weldments with constant travel and wire feed speed
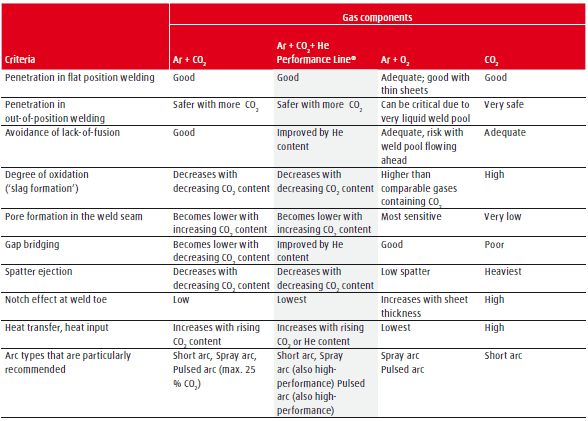
Effect of shielding gas composition on the GMAW process and result
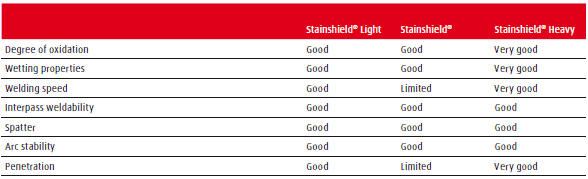
Stainless Steel GMAW Shielding gases at a glance
BOC – A Member of the Linde Group, Mr Kyle Scott Market Manager – Welding and Industrial Gases, South Pacific
E-mail kyle.scott@boc.com