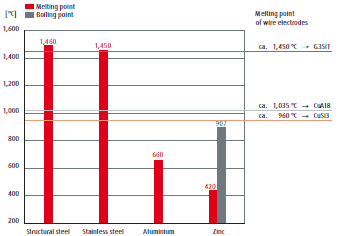
Gas metal arc brazing (GMA brazing) is an alternative method for joining primarily thin (t < 3.0mm) sheets that have been coated for corrosion protection. This method offers considerable advantages over GMA welding since an alloy metal with a lower melting point than the base metal is used as filler metal.
- Lower heat input
- Less burn-off of the coating
- Corrosion-resistant, copper-based filler metal
- Much less spatter formation
- Almost no seam corrosion
- Reduced distortion
- Good gap bridging
The right choice of shielding gas can further boost these positive properties. In addition to the shielding gas, other key factors influencing the quality of the join are the base metal, the type and thickness of the coating, and the alloy used for the filler metal.
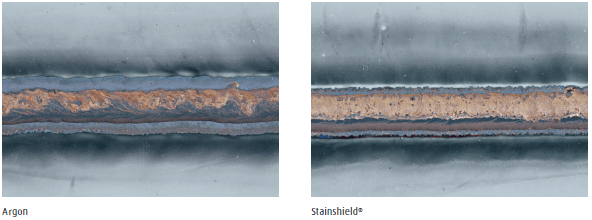
The shielding gas has a varying effect on the final brazing result, depending on the type of bronze used and the base metal or its surface condition. Argon is the universal shielding gas for GMA brazing since it can be used with all wire, for all types of arcs and in all positions. It offers impressive all-round properties and a low heat input. The disadvantages of argon are somewhat unstable arc and a tendency towards porosity. Although the very small gas pockets do not have a negative effect on the strength of the joint, they appear if the seam is being polished. This results in extensive finishing work, particularly in visible areas.
When brazing coated sheets with silicon bronze, the result can be improved by adding active components. Stainshield® (1%Oxygen Balance Argon) in particular stabilises the arc and reduces porosity. The slightly increased heat input in comparison with argon translates into higher process speeds and improved wetting.
When brazing with aluminium bronze alloys, the amount of active component content in the shielding gas has to be restricted. However, here too, adding specific quantities of inert helium can also improve the final results. Products in the Alushield® series improve seam appearance, offer outstanding flow and wetting properties and, owing to a much higher brazing speed, also result in a lower heat input.
Performance Line® shielding gases are also the gases of choice for brazing stainless steel. Since no zinc vapours are produced that disturb the arc, the above mentioned advantages are even more pronounced.
Tungsten inert gas (TIG) or plasma arc (PA) brazing are also possible. Since the tungsten electrode cannot be used with gases with high active-component content, only inert argon or gases in the Alushield® series can be used.
Low melting point of the copper alloy enables lower heat input and thus lower Zn vaporisation with coated sheets
Improvement in process stability, seam appearance, and wetting
With robotic GMA brazing of coated sheets with silicon bronze using Stainshield®
BOC – A Member of the Linde Group, Mr Kyle Scott Market Manager – Welding and Industrial Gases, South Pacific
E-mail kyle.scott@boc.com