Introduction
A shortage of skilled welders and a need for welds of a consistently high quality is fuelling an increasing demand for automated welding systems. As well as delivering consistency and quality, these systems have the added benefit of removing the operator from the hazardous welding environment, satisfying increasingly stringent health and safety regulations.
However, to be a viable alternative to manual welding, automated systems must be able to tolerate comparable part variations.
In mechanised applications, welding tends to be performed using pre-set welding parameters and so highly consistent and repeatable parts and alignment are required for high-quality results. Manufacturing tolerances of upstream operations, such as profile cutting and edge preparation, variation in the chemistry and accuracy of assembly, can all significantly affect the quality of the welding operation, yet can be challenging and expensive to control.
The weld pool characteristics provide important information about the weld quality. For example, there is a strong correlation between weld pool width and the degree of penetration in tungsten inert gas (GTAW) welding. The weld pool width, volume and position relative to the joint are also important in determining the surface profile of the weld and the likelihood of the presence of imperfections such as lack of fusion and penetration. High-quality images of the weld pool are essential to be able to detect weld pool deviations and to implement the necessary changes in the welding parameters or to track the joint in real-time, in order to maintain the weld quality.
Vision-based systems are employed industrially for remote monitoring of the arc welding processes in mechanised applications. The main difficulty encountered by operators is the high intensity of light emitted by the arc, which prevents good visibility of the weld pool.
The image quality that the operator obtains from vision-based monitoring systems is often not sufficient to allow judgement regarding the need for in-process parameter adjustments. As a consequence, vision-based systems are generally limited in their industrial use to a visual aid for joint tracking and qualitative monitoring of the process. With improvements to vision systems, they could be used for quality monitoring and in-process control.
Monitoring Techniques
The main difficulty in vision-based systems is to eliminate the high-intensity arc light, which prevents good visibility of the weld pool. The spectrum ranges from the ultraviolet at about 350nm through the visible region and into the infrared at about 850nm. A narrow band-pass filter can be placed in front of the camera to eliminate the arc light. This filter only allows light of limited wavelengths to pass through. The filter is chosen for a wavelength where the arc light intensity is low.
However, the band-pass filter darkens the image, making it difficult to see the weld. By adding an illumination source, an overall view of the welding area can be obtained. The wavelength of the emitted light must be in the same range as the band-pass filter. This can be achieved using a laser light source. Figure 1 shows the effect of the band pass filter with the laser light source. The result of this combination is a much-attenuated arc light with a dominant laser light which illuminates the weld pool and its surroundings.
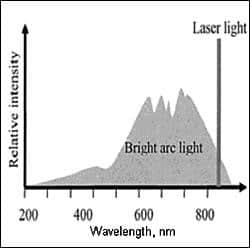
Fig. 1. Principle of spectral filtering
Using a laser to provide the illumination is expensive and not ideally suited for production applications due to health and safety requirements. So a system has been developed based on low-cost laser diode illumination. An illumination source of 16 laser diodes operating at a wavelength of 905nm has been demonstrated to be suitable for monitoring applications. The vision system is capable of producing good images of TIG and MAG welding (Figure 2), successfully eliminating most of the arc light from the image.

Fig 2. Image of TIG welding
Welding defect detection and adaptive control
The improved clarity of the weld pool images as a result of eliminating the arc is expected to be beneficial for real-time image processing applications in TIG welding. The weld pool edges are clearly defined, and it was also possible to see the joint line for tracking purposes.
A good image of the weld pool width can be used in a feedback control system to automatically adjust the welding parameters to maintain weld pool geometry, for example when a component heats up or heat transfer is variable. An example of a control system developed in a European collaborative project is shown in Figure 3.
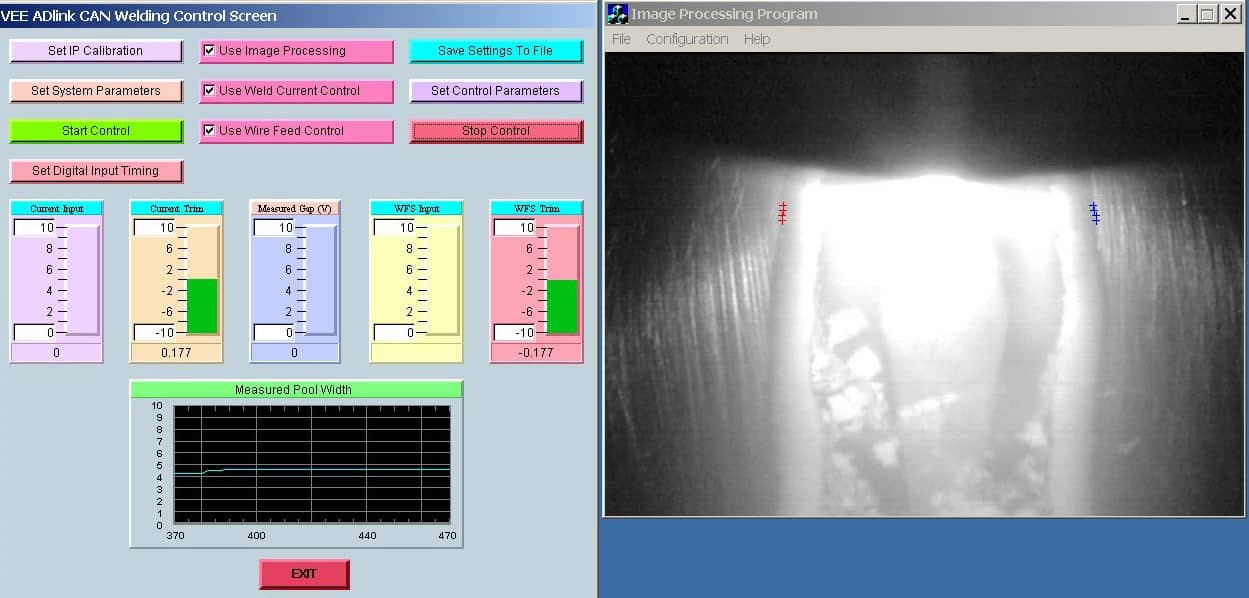
Fig 3. Screen display of a system for controlling bead width in TIG welding
Furthermore, with high-quality images, it may be possible to detect defects in the weld occurring in real-time either by observing the weld pool or the weld bead immediately after deposition.
Summary
Vision-based systems are employed industrially for remote monitoring of the arc welding processes in mechanised applications. The main difficulty encountered by operators is the high intensity of light emitted by the arc, which prevents good visibility of the weld pool. The image quality that the operator obtains from vision-based monitoring systems is often not sufficient to allow judgement regarding the need for in-process parameter adjustments.
By filtering out most of the arc radiation with a band-pass filter and illuminating the weld pool and surrounding area with light from laser diodes at the same wavelength, a good image of the weld pool is obtained. Alternatively, HDR cameras provide a good view of the weld pool without external illumination.
Vision systems can be used for real-time monitoring, adaptive control and defect detection in arc welding processes.
Copyright © TWI Ltd
The content of this article was correct at the time of publication.
This article was written by Geoff Melton