Cast irons are iron based alloys containing more than 2% carbon, 1 to 3% silicon and up to 1% manganese. As cast irons are relatively inexpensive, very easily cast into complex shapes and readily machined, they are an important engineering and structural group of materials. Unfortunately not all grades are weldable and special precautions are normally required even with the so-called weldable grades.
Material types
Cast irons can be conveniently grouped according to their structure which influences their mechanical properties and weldability; the main groups of general engineering cast irons are shown in Fig. 1.
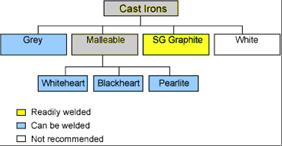
Fig.1. Main groups of engineering cast irons
Grey cast irons
Grey cast irons contain 2.0 – 4.5% carbon and 1 – 3% silicon. Their structure consists of branched and interconnected graphite flakes in a matrix which is pearlite, ferrite or a mixture of the two (Fig.2a). The graphite flakes form planes of weakness and so strength and toughness are inferior to those of structural steels.
Nodular cast irons
The mechanical properties of grey irons can be greatly improved if the graphite shape is modified to eliminate planes of weakness. Such modification is possible if molten iron, having a composition in the range 3.2 – 4.5% carbon and 1.8 – 2.8% silicon, is treated with magnesium or cerium additions before casting. This produces castings with graphite in spheroidal form instead of flakes, known as nodular, spheroidal graphite (SG) or ductile irons (Fig.2b).
Nodular irons are available with pearlite, ferrite or pearlite-ferrite matrices which offer a combination of greater ductility and higher tensile strength than grey cast irons.
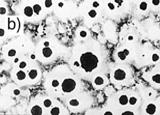
Fig.2. Microstructures of a) grey cast iron and b) spheroidal graphite cast iron

White cast irons
By reducing the carbon and silicon content and cooling rapidly, much of the carbon is retained in the form of iron carbide without graphite flakes. However, iron carbide, or cementite, is extremely hard and brittle and these castings are used where high hardness and wear resistance is needed.
Malleable irons
These are produced by heat treatment of closely controlled compositions of white irons which are decomposed to give carbon aggregates dispersed in a ferrite or pearlitic matrix. As the compact shape of the carbon does not reduce the matrix ductility to the same extent as graphite flakes, a useful level of ductility is obtained. Malleable iron may be divided into classes. Whiteheart, Blackheart and Pearlitic irons.
Whiteheart malleable irons
Whiteheart malleable castings are produced from high carbon white cast irons annealed in a decarburising medium. Carbon is removed at the casting surface, the loss being only compensated by the diffusion of carbon from the interior. Whiteheart castings are inhomogenous with a decarburised surface skin and a higher carbon core.
Blackheart malleable irons
Blackheart malleable irons are produced by annealing low carbon (2.2 – 2.9%) white iron castings without decarburisation. The resulting structure, of carbon in a ferrite matrix, is homogenous with better mechanical properties than those of whiteheart irons.
Pearlitic malleable irons
These have a pearlitic rather than ferritic matrix which gives them higher strength but lower ductility than ferritic, blackheart irons.
Weldability
This depends on microstructure and mechanical properties. For example, grey cast iron is inherently brittle and often cannot withstand stresses set up by a cooling weld. As the lack of ductility is caused by the coarse graphite flakes, the graphite clusters in malleable irons, and the nodular graphite in SG irons, give significantly higher ductility which improves the weldability.
The weldability may be lessened by the formation of hard and brittle microstructures in the heat affected zone (HAZ), consisting of iron carbides and martensite. As nodular and malleable irons are less likely to form martensite, they are more readily weldable, particularly if the ferrite content is high.
White cast iron which is very hard and contains iron carbides, is normally considered to be unweldable.
Welding process
Braze welding is frequently employed to avoid cracking. Braze welding is often called ‘Bronze welding’ in the UK. Bronze welding is a variant of braze welding employing copper-base fillers, it is regulated by BS 1724:1990. (This standard has been withdrawn, but no direct replacement has been identified.) As oxides and other impurities are not removed by melting, and mechanical cleaning will tend to smear the graphite across the surface, surfaces must be thoroughly cleaned, for example, by means of a salt bath.
In fusion welding, the oxy-acetylene, MMA, MIG/FCA welding processes can all be used. In general, low heat inputs conditions, extensive preheating and slow cooling are normally a pre-requisite to avoid HAZ cracking.
Oxy-acetylene because of the relatively low temperature heat source, oxy-acetylene welding will require a higher preheat than MMA. Penetration and dilution is low but the wide HAZ and slow cooling will produce a soft microstructure. Powder welding in which filler powder is fed from a small hopper mounted on the oxy-acetylene torch, is a very low heat input process and often used for buttering the surfaces before welding.
MMA widely used in the fabrication and repair of cast iron because the intense, high temperature arc enables higher welding speeds and lower preheat levels. The disadvantage of MMA is the greater weld pool penetration and parent metal dilution but using electrode negative polarity will help to reduce the HAZ.
MIG and FCA MIG (dip transfer) and especially the FCA processes can be used to achieve high deposition rates whilst limiting the amount of weld penetration.
Filler alloys
In oxy-acetylene welding, the consumable normally has slightly higher carbon and silicon content to give a weld with matching mechanical properties. The most common MMA filler rods are nickel, nickel – iron and nickel – copper alloys which can accommodate the high carbon dilution from the parent metal and produces a ductile machinable weld deposit.
In MIG welding, the electrode wires are usually nickel or Monel but copper alloys may be used. Flux cored wires, nickel-iron and nickel-iron-manganese wires, are also available for welding cast irons. Powders are based on nickel with additions of iron, chromium and cobalt to give a range of hardnesses.
Weld imperfections
The potential problem of high carbon weld metal deposits is avoided by using a nickel or nickel alloy consumable which produces finely divided graphite, lower porosity and a readily machinable deposit. However, nickel deposits which are high in sulphur and phosphorus from parent metal dilution, may result in solidification cracking.
The formation of hard and brittle HAZ structures make cast irons particularly prone to HAZ cracking during post-weld cooling. HAZ cracking risk is reduced by preheating and slow post-weld cooling. As preheating will slow the cooling rate both in weld deposit and HAZ, martensitic formation is suppressed and the HAZ hardness is somewhat reduced. Preheating can also dissipate shrinkage stresses and reduce distortion, lessening the likelihood of weld cracking and HAZ.
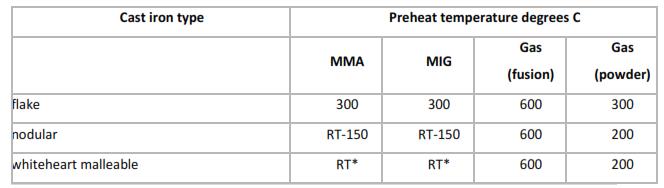
Table 1: Typical preheat levels for welding cast irons
As cracking may also result from unequal expansion, especially likely during preheating of complex castings or when preheating is localised on large components, preheat should always be applied gradually. Also, the casting should always be allowed to cool slowly to avoid thermal shock.
An alternative technique is ‘quench’ welding for large castings which would be difficult to preheat. The weld is made by depositing a series of small stringer weld beads at a low heat input to minimise the HAZ. These weld beads are hammer peened whilst hot to relieve shrinkage stresses and the weld area is quenched with an air blast or damp cloth to limit stress build up.
Repair of castings
Because of the possibility of casting defects and their inherent brittle nature, repairs to cast iron components are frequently required. For small repairs, MMA, oxy-acetylene, braze and powder welding processes can all be used. For larger areas, MMA or powder technique can be used for buttering the edges of the joint followed by MMA or MIG/FCA welding to fill the groove. This is shown schematically in figure 3.

Fig.3. Repair of crack in cast iron from one side
a. bridging the crack by weld bead from buttered layers
b. sequence of welding
- Remove defective area preferably by grinding or tungsten carbide burr. If air arc or MMA gouging is used, the component must be preheated locally to typically 300 degrees C.
- After gouging, the prepared area should be lightly ground to remove any hardened material.
- Preheat the casting to the temperature given in Table 1.
- Butter the surface of the groove with MMA using a small diameter (2.4 or 3mm) electrode; use a nickel or Monel rod to produce a soft, ductile ‘buttered’ layer; alternatively use oxy-acetylene with a powder consumable.
- Remove slag and peen each weld bead whilst still hot.
- Fill the groove using nickel (3 or 4mm diameter) or nickel-iron electrodes for greater strength.
Finally, to avoid cracking through residual stresses, the weld area should be covered to ensure the casting will cool slowly to room temperature.
Copyright © TWI Ltd 2014
The content of this article was correct at the time of publication.
For more information visit www.twi-global.com


