

Heat treatment is an operation that is both time consuming and costly. It can affect the strength and toughness of a welded joint, its corrosion resistance and the level of residual stress but is also a mandatory operation specified in many application codes and standards. In addition it is an essential variable in welding procedure qualification specifications.
Before discussing the range of heat treatments that a metal may be subjected to, there is a need to clearly define what is meant by the various terms used to describe the range of heat treatments that may be applied to a welded joint. Such terms are often used incorrectly, particularly by non-specialists; for a metallurgist they have very precise meanings.
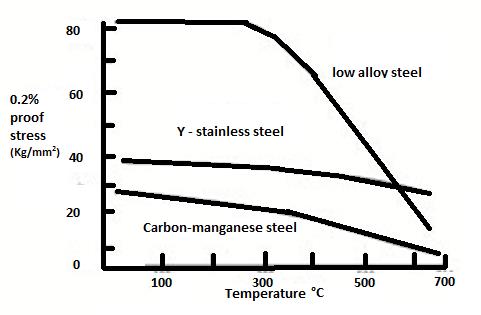
Fig. 1 Heat treatment of welded joints
Solution treatment
Carried out at a high temperature and designed to take into a solution elements and compounds which are then retained in solution by cooling rapidly from the solution treatment temperature. This may be done to reduce the strength of the joint or to improve its corrosion resistance.
With certain alloys it may be followed by a lower temperature heat treatment to reform the precipitates in a controlled manner (age or precipitation hardening).
Annealing
This consists of heating a metal to a high temperature, where recrystallisation and/or a phase transformation take place, and then cooling slowly, often in the heat treatment furnace. This is often carried out to soften the metal after it has been hardened, for example by cold working; a full anneal giving the very softest of microstructures. It also results in a reduction in both the yield and the tensile strength and, in the case of ferritic steels, usually a reduction in toughness.

Normalising
This is a heat treatment that is carried out only on ferritic steels. It comprises heating the steel to some 30-50°C above the upper transformation temperature (for a 0.20% carbon steel this would be around 910°C) and cooling in still air. This results in a reduction in grain size and improvements in both strength and toughness.
Quenching
This comprises a rapid cool from a high temperature. A ferritic steel would be heated to above the upper transformation temperature and quenched in water, oil or air blast to produce a very high strength, fine grained martensite. Steels are never used in the quenched condition, they are always tempered following the quenching operation.
Tempering
A heat treatment carried out on ferritic steels at a relatively low temperature, below the lower transformation temperature; in a conventional structural carbon steel this would be in the region of 600-650°C.
It reduces hardness, lowers the tensile strength and improves ductility and toughness. Most normalised steels are tempered before welding, all quenched steels are used in the quenched and tempered condition.
Ageing or Precipitation hardening
A low temperature heat treatment designed to produce the correct size and distribution of precipitates, thereby increasing the yield and tensile strength. It is generally preceded by a solution heat treatment. For steel, the temperature may be somewhere between 450-740⁰C, an aluminium alloy would be aged at between 100-200°C. Longer times and/or higher temperatures result in an increase in size of the precipitate and a reduction in both hardness and strength.
Stress relief
As the name suggests, this is a heat treatment designed to reduce the residual stresses produced by weld shrinkage. It relies upon the fact that, as the temperature of the metal is raised, the yield strength decreases, allowing the residual stresses to be redistributed by creep of the weld and parent metal. Cooling from the stress relief temperature is controlled in order that no harmful thermal gradients can occur.
Post heat
A low temperature heat treatment carried out immediately on completion of welding by increasing the preheat by some 100°C and maintaining this temperature for 3 or 4 hours. This assists the diffusion of any hydrogen in the weld or heat affected zones out of the joint and reduces the risk of hydrogen induced cold cracking. It is used only on ferritic steels, where hydrogen cold cracking is a major concern i.e. very crack sensitive steels, very thick joints etc.
Post Weld Heat Treatment (PWHT)
So what does the term ‘post weld heat treatment’ mean? To some engineers it is a rather vague term that is used to describe any heat treatment that is carried out when welding is complete. To others however, particularly those working in accordance with the pressure vessel codes such as ASME VIII, it has a very precise meaning.
When an engineer talks of post weld heat treatment, annealing, tempering or stress relief it is therefore advisable.
Heat treatment following welding may be carried out for one or more of three fundamental reasons:
- to achieve dimensional stability in order to maintain tolerances during machining operations or during shake-down in service
- to produce specific metallurgical structures in order to achieve the required mechanical properties
- to reduce the risk of in-service problems such as stress corrosion or brittle fracture by reducing the residual stress in the welded component
The range of heat treatments to achieve one or more of these three objectives in the range of ferrous and non-ferrous metals and alloys that may be welded is obviously far too extensive to cover in great detail within these brief Job Knowledge articles. The emphasis in the following section will be on the PWHT of carbon and low alloy steels as required by the application standards although brief mention will be made of other forms of heat treatment that the welding engineer may encounter in the ferrous alloys. There are two basic mechanisms that are involved, firstly stress relief and secondly microstructural modifications or tempering.


