The AWI have been given information that Bisalloy have changed the naming convention for their very well-known quenched and tempered steel products.
As well as bringing you details of these changes, AWI has taken the opportunity to upgrade some of the technical aspects you will require to successfully fabricate Bisalloy products.
Table 1 below details the grade equivalents. Note: Only the designation has changed – not the product itself
| Previous Name | New Name |
| BISPLATE® 60 | BISALLOY® Structural 60 steel |
| BISPLATE® 70 | BISALLOY® Structural 70 steel |
| BISPLATE® 80 | BISALLOY® Structural 80 steel |
| BISPLATE® 100 | BISALLOY® Structural 100 steel |
| BISPLATE® 80PV | BISALLOY® Structural 80 Pressure Vessel steel |
| BISPLATE® 320 | BISALLOY® Wear 320 steel |
| BISPLATE® 400 | BISALLOY® Wear 400 steel |
| BISPLATE® 450 | BISALLOY® Wear 450 steel |
| BISPLATE® 500 | BISALLOY® Wear 500 steel |
| BISPLATE® 600 | BISALLOY® Wear 600 steel |
| BISPLATE® HIA Class 1 | BISALLOY® Armour RHA300 steel |
| BISPLATE® HIA Class 2 | BISALLOY® Armour RHA360 steel |
| BISPLATE® HTA | BISALLOY® Armour HTA400 steel |
| BISPLATE® UHT | BISALLOY® Armour UHT440 steel |
| BISPLATE® HHA | BISALLOY® Armour HHA500 steel |
| BISPLATE® UHH | BISALLOY® Armour UHH600 steel |
Table 1 New Designation of Bisalloy QT Steels
General Information
All grades of BISALLOY® steel can be readily welded using any of the conventional low hydrogen welding processes.
Their low carbon content and carefully balanced, but relatively small additions of alloying elements (Mn, Cr, Mo, B) ensures good weldability, in addition to the advantages of high strength, impact toughness and high hardness.
Hydrogen Control
To ensure adequate welding of BISALLOY® steel, it is necessary to be more mindful of the levels of hydrogen, preheat temperatures and arc energy inputs in order to minimise the hardening and maintain the properties of the weld Heat Affected Zone (HAZ).
Particular attention must be paid to the control of hydrogen content to minimise the risk of weld and HAZ cracking. Weld hydrogen content is minimised by careful attention to the cleanliness and dryness of the joint preparations and the use of hydrogen controlled welding consumables.
Recommendations on the correct storage and handling of consumables may be obtained from welding consumable manufacturers, for instance the use of “Hot Boxes” for storage and reconditioning are required when using manual metal arc welding electrodes. Refer WTIA Tech Note 3 for further guidance.
Heat Affected Zone (HAZ) Property Control
The HAZ, a region directly adjacent to the weld, experiences a thermal cycle ranging from unaffected parent plate to near melting at the fusion boundary.
The properties of this zone are determined by the steel composition as well as the cooling rate.
Steel Composition
BISALLOY® Steel grades and chemical compositions may be divided into categories based on Carbon Equivalent and CET as seen in Table 2:
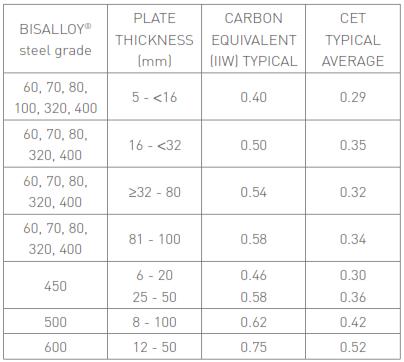
Table 2 C-Eq and CET Averages of Bisalloy QT Steels
Notes:
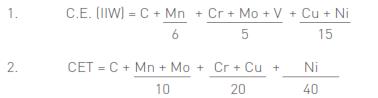
The CET formula is based on similar elements to the CE[IIW] formula with the exception of Vanadium, although carbon is considered to have more significance than the other elements.
These categories give an indication of the degree of care required in the proper selection of welding preheat/heat inputs.
Cooling Rate
Limitations on both preheat and heat input are necessary to ensure that the HAZ cools at an appropriate rate and that the correct hardness and microstructure are achieved. Too slow a cooling rate can result in a soft HAZ and thus a loss of tensile and fracture toughness properties. Too rapid a cooling rate produces a hard HAZ which may cause loss of ductility.
Cooling is controlled by a balance between preheat and heat input for a particular plate thickness and joint configuration.
Preheat and Heat Input
Preheat and heat input recommendations are outlined in tables 3 and 4 will ensure that the cooling rate of the HAZ is satisfactory.
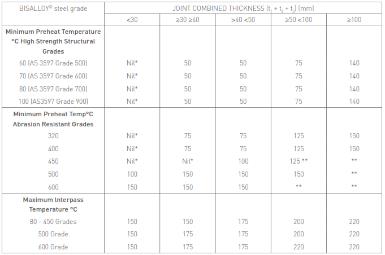
Table 3 Recommended Preheat/Interpass Temperatures for Bisalloy QT Steels
* Chill must be removed from plates prior to welding.
** Refer to Bisalloy Steels for availability, preheat/interpass requirements.
***A reduced 100ºC min preheat can be used for product ≥50 – 60 JCT
Note: that under rigid weld joint restraint or high ambient humidity conditions preheating temperature should be increased by 25ºC.

Table 4 Permissible Heat Inputs for Bisalloy QT Steels
Note: For thicknesses up to 12 mm in structural grades, the maximum arc energy may need to be limited to 1.5 KJ/mm maximum in specific applications
Helpful Hints
General rules for good quality welding of BISALLOY® steel:
- Use a low hydrogen process, e.g. GMAW (MIG), FCAW (gas shielded)
- Adhere to the correct rules for storage and handling of low hydrogen consumables per the manufacturers’ recommendations, or WTIA Tech. Note 3
- Clean joint area of all contaminants prior to welding
- Remove 1 – 2 mm from flame cut or gouged surfaces by grinding
- Select the recommended preheat, interpass and heat input parameters
- Position for downhand welding where possible
- Always use stringer beads, never wide weaves
- Use lower strength consumables on root runs and fillet welds (when the design permits)
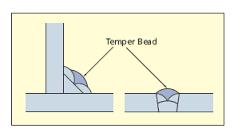
- Use temper beads when necessary
- Arc strikes to be made in the joint preparation
- Particular attention should be given to tack welds re preheat, heat input and joint cleanliness requirements
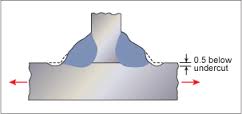
- Grinding toes of fillet welds is particularly important in fatigue applications
References/Further Reading
- AS1554 Part 4 Welding of Q&T Steels
- AS1554 Part 5 Welding of Steel Structures Subject to High Levels of Fatigue Loading