I must agree with the previous two comments on this post. There seems to be an increasing trend to take the pathway of least resistance when it comes to compliance with welding standards in Australia.
The question that you must ask yourself when interpreting any standard or statute legislation, is what is the intent of the document that you are interpreting.
With AS 1554.1-2011 one of the main area that catches contractors out is clause 1.7.2 Basic welding requirements.
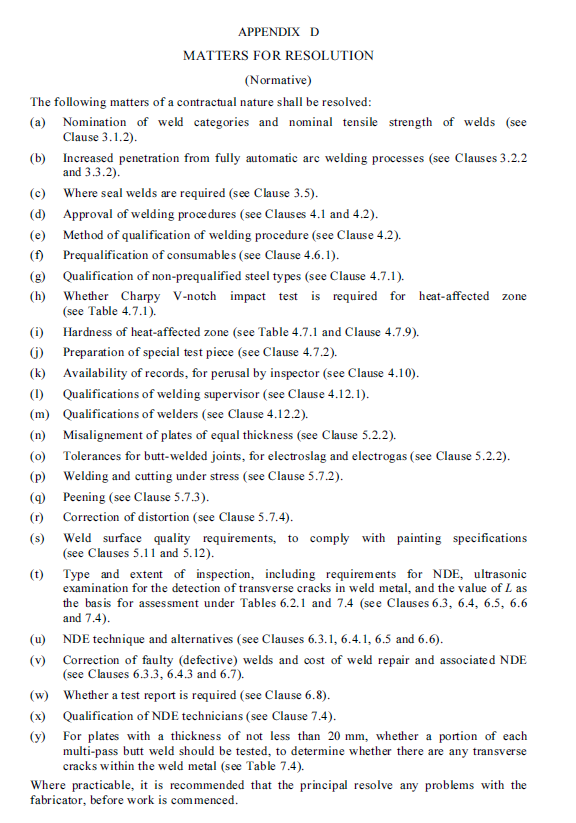
Attached is Appendix D from the current version of the standard, looking forward to the 2013 draft the appendix and clause quoted above have not changed.
If these two fundamental items are addressed, compliance with the Standard and Principals requirements will be achived much easier, without heartache and loss of professional reputation
appendix DAS1554.1-2011.png
Attachments:
You must be
logged in to view attached files.
.
{kind=link}