Home › Forums › General › AS1554 Questions › AS 1554.1 SP Post Weld Qualification
- This topic has 3 replies, 4 voices, and was last updated 6 years, 2 months ago by
arcstrike.
-
AuthorPosts
-
February 1, 2018 at 6:29 am #1723
hollymax67
SpectatorHave recently perform a site weld thus being a 10 mm vertical up welding a 20 mm cleat to a structural column as per pre qualified fillet weld prep F7 Table E3. Welding Process MMAW. This performed without WPS or welder qualified. Plan is to have same welder weld out test coupon using same process, amp settings, travel speed and consumables as these were all recorded on site when performing actual weld. The weld of the coupon shall be witnessed by welding inspector. A WPS will be written up and the welded coupon shall be inspected by macro as per 4.12.2.3. And final report compiled. Would appreciate comments with regard to operating outside the applicable standard and whether any addition activities are required to support this retrospective process and welder qualification requirement. Best Regards CC
February 2, 2018 at 6:20 am #1722Dek Dee
SpectatorCC,
An NCR and a good kick in the ass are the first two that come to mind.
You don’t mention the thickness of the structural column or whether correct preheat was applied.
If I was the client I would be requesting hardness testing if it was a thick column.
Have you performed MT as a minimum on the weld ?
Regards,
DDFebruary 3, 2018 at 5:36 am #1724warfab
SpectatorHi there CC,
You have put the cart before the horse, you should have an approved WPS to work to, what happens now if the test fails?
You will have to assume the weld on the column is un acceptable as well.
AS1554.1 does allow you to qualify a PQR from a production weld but you are running a risk in doing so MMAW isn’t too bad but if you were using GMAW that would be nuts.Cheers!!
February 4, 2018 at 1:12 am #1731arcstrike
SpectatorI must agree with the previous two comments on this post. There seems to be an increasing trend to take the pathway of least resistance when it comes to compliance with welding standards in Australia.
The question that you must ask yourself when interpreting any standard or statute legislation, is what is the intent of the document that you are interpreting.
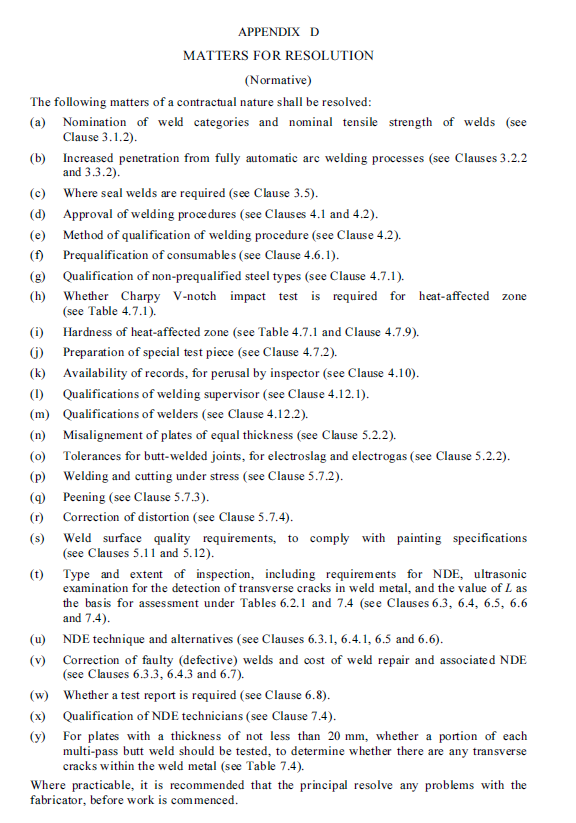
With AS 1554.1-2011 one of the main area that catches contractors out is clause 1.7.2 Basic welding requirements.
Attached is Appendix D from the current version of the standard, looking forward to the 2013 draft the appendix and clause quoted above have not changed.If these two fundamental items are addressed, compliance with the Standard and Principals requirements will be achived much easier, without heartache and loss of professional reputation
Attachments:
You must be logged in to view attached files. -
AuthorPosts
{kind=link}
- You must be logged in to reply to this topic.